




影响齿形刀片切割效果原因是什么 制刀材料是齿形刀片耐用与否的关键因素;普通裁切纸塑、薄膜类的齿形刀片,应该选择含铬较高的SKD-11合金钢;高速齿形刀片需要具备很高的耐磨性,所以,高速钢是的制刀材料; 一般情况下,齿形刀片的耐用程度和热处理硬度成正比;所以,高质量的齿形刀片,经淬火处理后的刀刃部硬度可达HR55~60,而使用高速钢材料制造的齿形刀片,还需要经过真空热处理才能够达到理想的硬度和韧性。 齿形刀片的刃磨精度与刃口角度也是影响所以寿命的因数之一,齿形刀片一般采用单刃刀口设计,其磨刃角度在30°左右。通常,齿形刀片刀口斜角面在裁切过程中承受着摩擦力比较大,在纸边的摩擦下,齿形刀片的斜面很快被磨损,考虑到裁切物抗切力大小的前提下,磨刃的角度可以应尽量小。 选择齿形刀片时应该把裁切材料的质地考虑进来;在裁切过程中,齿形刀片刀口变钝的速度和所切材料的耐磨性有关。裁切质地越硬、韧性越大的材料时,所选择的齿形刀片质地和硬度应该越好。






影响纸张分切刀片的使用效果和寿命的因素主要有哪些呢? ,制刀材料。单片切纸机的刀具由刀刃和刀体经高温镶焊制成,刀刃采用高硬度的铬钨锰钢,刀体采用低碳钢。刀具的耐用程度和刀刃部分用钢的硬度成正比关系,高质量的刀片,经淬火处理后的刀刃部硬度可达HR55~60。 第二,纸张分切刀片磨刀的形状与角度。在单面切纸机上,一般使用单磨刃的刀具,其磨刃角度在19°~23°之间。但是,这种形状的磨刃使刀具的斜角面在裁切过程中承受着来自被切去的那部分纸叠的压力,在纸边的摩擦下,刀片的斜面很快被磨损。双面刀刃的刀具则有明显的优越性,其磨刃有助于降低机器的负载,并提高裁切的准确度。因而在刀具材料允许的情况下,并在考虑到裁切物抗切力大小的前提下,磨刃的角度应尽量小。 第三,纸张分切刀片磨刀的质量。磨刀的质量越高,裁刀的使用寿命越长,裁切质量越好。 第四,裁切材料的类型。在裁切过程中,纸张分切刀片刀口变钝的速度和所切材料的耐磨性有关。在裁切纸张时,刀片变钝的速度和纸张的质地软硬以及灰分含量的多少有关。裁切质地越硬、灰分含量越大的纸张时,刀片变钝的速度越快。

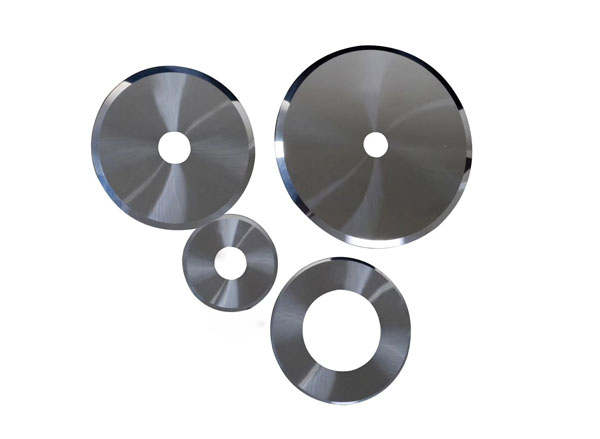
分切圆刀片日常使用中的主要检查和维护 一:分切圆刀片年拆的时候,腿要摊。当吊杆就位或吊杆落地时,严禁打开和悬挂。主要是为了防止以后分切圆刀片拆下或刹车系统拆下时吊杆甩出,造成翻车伤害。 二:分切圆刀片拆卸折叠时,每个接合面(需要在可拆卸面上做好标记并做好一定记录)防止安装过程中油口定位不正确,可能是接合面各部分之间的应力变形导致安装后漏油。拆卸刹车调节丝杆时,要求断定所有螺栓都已松动,以免某一位置未松动而造成不必要的麻烦。 三:比如北方的一辆车,冬天用的时候发现分切圆刀片的外壳裂开了。毕竟检测原因:是因为分切圆刀片年有水,导致外壳在冬天结冰时开裂。 五:如果加油口的油杯漏液压油。此时,可以看到制动部分的密封件(O形圈、挡圈和骨架油封)损坏,需要更换。如果顶部压盖漏油,有必要检查顶部骨架油封。 六:如果分切圆刀片从表面看不出什么问题,油路没问题,吊杆就不刹车了?应检查制动部分的制动片是否过度磨损或内部弹簧是否没有弹性。 七:加油的时候可以选择一级加油,这样给齿轮油加油会更有用。 分切圆刀片日常使用中的主要检查和维护:不同的润滑油禁止混用!齿轮采用高强度低碳合金钢渗碳淬火,齿面硬度达到HRC58-62。齿轮均采用磨齿技术,精度高,接触良好。分切圆刀片传动:单级96.5%以上,运行稳定,噪音低,体积小,重量轻,使用寿命长,承载能力高,拆卸检查容易,安装容易。

您好,欢迎莅临金菲刀具,欢迎咨询...
 触屏版二维码 |





